










Home page Technical Z16 Flywheel bolt destructive testing
Z16 Flywheel bolt destructive testing
RND Motorsport Destructive testing of Z16 flywheel bolts (M9x1MM )
Test apparatus:-
Machined block of key steel with the M9 thread to H7 tolerance
Machined Spacer block to simulate flywheel
Snap on digital tech wrench – calibrated recent to test and within +/- 1%
Machined blocks were clamped to a heavy steel vice , the steel vice was then clamped to a milling machine bed to ensure non of the test equipment would move as load was applied to it.
Fair testing concerns:-
Tapped hole to be re tapped and thoroughly cleaned in between blot tests to ensure the thread surface is comparable between each test.
All bolts cleaned prior to use
ARP lubricant under the head of each bolt prior to testing
All bolts are inspected to be free from obvious defects
Test aim :- to record the torque required to reach the standard setting of 35NM then + 45 degrees
All bolts settled into test block 3 times at standard fastener settings to get a good average of final clamping torque.
Results :-
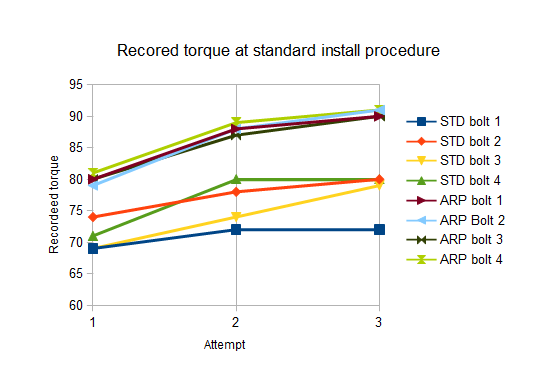
This test has firstly showed that settling the bolt in a number of times at final torque can lead to a better clamping of the parts being fastened , across all bolts on the third and last settle a higher torque was needed to reach the angle required – this is the same for both types being tested.
Standard bolts typically end off at the 70NM region on the first test , towards the 80NM area on the third test
ARP bolts typically end off at the 80NM region on the first test , towards 90NM on the third test .
Using the same install torque and angle but getting a higher required torque value to reach the angle shows that the ARP base material is a tougher material and is more resilient to stretching when in its elastic phase.
After observing the second test it can be seen that if the ARP bolts were installed to the standard bolt procedure it may result in damaging the fastener.
Elongation of the ARP bolts test :-
Same test apparatus used as in first test.
This test was carried out to find out at what input torque the ARP bolt will stretch past its elastic phase and no longer return to its original length , measured to within 0.001” .
The test was carried out by taking the bolt to be tested , applying a set torque to the bolt , removing the bolt and then comparing it to its original measurement. This test was carried out in 5LBS steps starting from 30LBS .
Ten Bolts were tested in the same manner to get a good average feeling of the results, in all cases no permanent stretch was recorded at 60LBS of torque , only at 65LBs torque did we see the bolt no longer return to its original size. At 65Lbs the observed permanent stretch was 0.001” , at 70LBS 0.002” , at 75LBS 0.004” permanent stretch was averagely recorded. Above the 75LBS test value the bolt stretch would run away and increase quite dramatically.
Overall strength test :-
Same test apparatus was used as in the first two tests with the same fair testing process.
This test was carried out to plot the input torque at 10 degree angle increments when taking the bolts through enough load to deform the bolt past its point of elasticity and then continue into that range until the bolt completely yields and will snap.
Pre test result estimation, with the ARP base material being harder we predict that the input torque will ramp up more steeply than the standard bolt for a given angle , we also predict that the peak torque number recorded will be higher on the ARP bolts but that the bolts will not stretch as much as the standard ones and will snap with less overall angle.
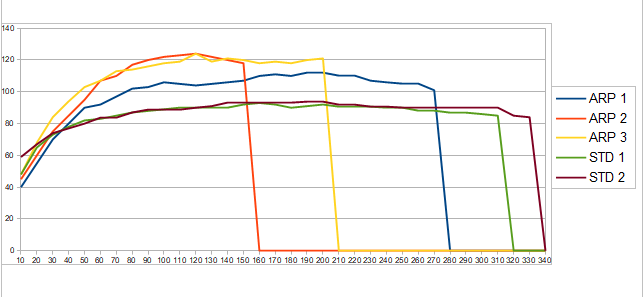
The results plotted out fairly well apart from one of the ARP bolts , this seemed to yield a little lower than all the other ARP bolts but still retained a higher overall torque value than a standard bolt – we have included this anomaly in our chart to be observed as a worst case scenario.
All the ARP bolts are able to produce a higher input torque for a given angle , the torque rate rises much steeper than the standard bolt and returns a higher over all value , the ARP bolts will snap sooner in relation to angle where the standard bolts will further elongate, however this elongation is well beyond the standard bolts elastic phase. The torque they display while in the elongation phase is lower than the peak loading an ARP bolt will provide
Conclusion
The ARP bolts are made from a much better and more suitable material , they are able to retain a higher clamp force when properly installed and will hold the flywheel in place at higher peak loads the flywheel may see providing that they are installed correctly.
Recommended install torque for z16 Flywheel bolts is 48/50 LBS (65N/68N) , the flywheel bolt will not start to permanently deform until 65LBS leaving around 20% safety margin on the bolt so that when the bolt is fully clamped down it is still able to hold a much higher peak tensile value before snapping off.
Recommended install procedure.
Tap out all the holes on the flywheel with the correct tap – M9 x 1
Clean all mating surfaces with brake cleaner
Use blue locktite on the thread of the bolt
Use ARP lube supplied under the head of the bolts
Settle all bolts in at 20 LBS
Fully tighten to 48/50LBS - Repeat this at least 2 times !
Fully clean the area around the bolts so that non of the left over ARP lube can be thrown out onto the clutch friction disc area